
")

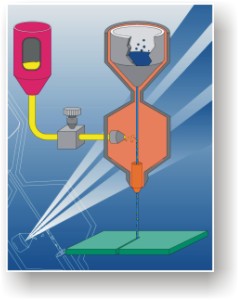
Um aus dem Purwasserstrahl einen Abrasivwasserstrahl zu erzeugen, muss dem Wasserstrahl in einer Mischkammer im Schneidkopf ein Abrasivmittel zugeführt werden. Aufgrund der hohen Strahlgeschwindigkeit entsteht im Strahlkopf ein Unterdruck, durch den das Abrasivmittel in die Mischkammer gesaugt und mit dem Wasser gemischt wird. Das Wasser-Abrasiv-Gemisch wird dann durch eine Abrasivdüse fokussiert und beschleunigt. Mit diesem Abrasiv-Wasserstrahl können jetzt die unterschiedlichsten Materialien bearbeitet werden.
Materialübersicht Abrasivwasserschneiden:
Edelstahl bis 180mm
Stahl bis 180mm
Kupfer bis 180mm
Messing bis 180mm
Hardox bis 180mm
Titan bis 200mm
Aluminium bis 200mm
Kunststoffe bis 180mm
Naturstein bis 180mm
Fliesen / Keramik bis 150mm
Glas bis 160mm
Acrylglas bis 180mm
Verbundstoffe bis 200mm